
A influencia de tres elementos de corte na eficiencia de mecanizado
Todo o mundo sabe que ao mellorar a eficiencia do mecanizado, aumentar o tres elementos de corte (velocidade de corte, profundidade de corte e velocidade de avance) é o método máis sinxelo e directo. Non obstante, a mellora dos tres elementos do corte de ferramentas está xeralmente limitada polas condicións de deseño da máquina ferramenta existentes. Polo tanto, o xeito máis barato é escoller un bo material para ferramentas.
A regra de determinación dos tres elementos de corte
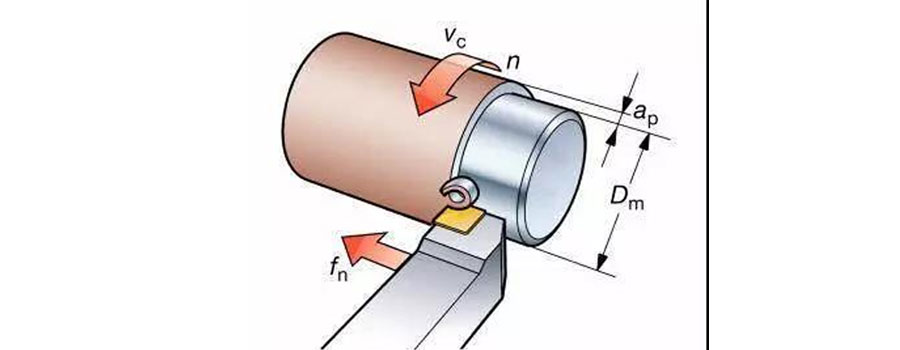
Determine a profundidade do coitelo, a cantidade de alimentación e a velocidade de corte lineal.
Profundidade de corte: xeralmente determinada segundo a capacidade de mecanizado;
Velocidade de avance: a velocidade de avance do mecanizado está determinada pola potencia da máquina-ferramenta e a velocidade de avance do acabado está determinada pola rugosidade da superficie;
Velocidade de corte: Determinada segundo o material da ferramenta e a velocidade do fuso da máquina-ferramenta.
Dende a perspectiva de mellorar mecanizado cnc eficiencia, aumentar a profundidade de corte é probablemente un método que paga a pena considerar. Unha das razóns importantes é que os experimentos demostraron que unha vez que a profundidade de corte é igual a 10 veces a alimentación, aumentar a profundidade de corte terá un impacto mínimo na durabilidade da ferramenta. Se aumenta a velocidade de corte, cambiar a velocidade de corte fará que a durabilidade da ferramenta cambie case ao dobre da velocidade; se se cambia a alimentación, a durabilidade da ferramenta tamén se pode cambiar aproximadamente a mesma. Polo tanto, cando non se pode acadar o chamado "tamaño neto" para os espazos en branco do noso modo de produción en masa, aumentar a profundidade de corte é unha opción que pode acadar un ciclo de produción de alta eficiencia sen provocar un aumento significativo nos custos das ferramentas.
Selección de ferramentas
As ferramentas de carburo cimentado son as ferramentas principais no mercado actual de ferramentas. Todo o mundo está familiarizado con esta ferramenta. Pode axustar os tres elementos de corte das ferramentas de carburo cementado segundo as condicións reais do lugar de procesamento, para maximizar a vida útil da ferramenta e a eficiencia do procesamento. Non obstante, nitróxeno cúbico O desenvolvemento de ferramentas baseadas no boro non foi longo e moita xente nunca tocou esas ferramentas. Non obstante, coa aparición de materiais duros e materiais difíciles de mecanizar, as ferramentas de nitruro de boro cúbico apareceron gradualmente no campo de visión de todos. Pero moitas persoas adoitan pensar que as ferramentas de nitruro de boro cúbico están limitadas a procesos de corte e acabado de alta velocidade.
De feito, coa I + D continua e a innovación da industria de ferramentas de material superduro, as ferramentas de nitruro de boro cúbico foron amplamente utilizadas en procesos de mecanizado en bruto e en condicións de corte intermitentes. A selección de ferramentas de nitruro de boro cúbico é a mesma que a de ferramentas de carburo cementado. De acordo con diferentes materiais de pezas, selecciónanse diferentes tipos de ferramentas e estruturas de ferramentas.
A lámina de nitruro de boro cúbico de soldadura composta utilízase xeralmente para o proceso de acabado. Ten só a parte de punta do material de nitruro de boro cúbico e a matriz é unha matriz de carburo cementado. A profundidade do coitelo está controlada dentro de 0.5 mm, polo que só se pode usar para procesos de acabado, para aqueles con marxes grandes e superficies irregulares, escoller a folla integral de nitruro de boro cúbico. Todo o corpo está feito de nitruro de boro cúbico. A profundidade de corte é de 1-10 mm e a vida útil da ferramenta é xeralmente de 3 horas / punta.
Co avance da investigación de ferramentas de nitruro de boro cúbico e as necesidades reais no procesamento, o acabado orixinal de alta velocidade converteuse en intermitente, rugoso e semi-acabado, e tamén se pode usar en máquinas ferramentas comúns; o custo de uso tamén é máis económico.
Lectura
Os rangos de mecanizado de ferramentas de nitruro de boro cúbico e ferramentas de carburo cementado superpóñense. Por exemplo, pódense procesar ferro fundido gris, ferramentas de carburo cementado e ferramentas de nitruro de boro cúbico. Pode escoller un material de ferramenta máis económico e rendible, de carburo cementado segundo as necesidades da empresa. Debido ás súas propias limitacións de rendemento, a velocidade lineal máxima da ferramenta pode alcanzar os 350m / min, mentres que a ferramenta de nitruro de boro cúbico pode alcanzar os 1500m / min. Ao mesmo tempo, a durabilidade da ferramenta de nitruro de boro cúbico é 30-50 veces a das ferramentas de carburo cementado comúns. 5-15 veces a vida útil da ferramenta de carburo en capas.

Non obstante, as empresas non escollen cegamente ferramentas de nitruro de boro cúbico para procesar o ferro fundido gris. Ao final, o prezo das ferramentas de nitruro de boro cúbico é superior ao das ferramentas de carburo cementado. Polo tanto, recoméndase elixir os requisitos de produción en masa e alta eficiencia de procesamento. Para ferramentas de corte de nitruro de boro cúbico, se a eficiencia do procesamento non é alta e hai poucos empregos, é máis económico e rendible escoller ferramentas de corte de carburo cementado.
Mantén a fonte e o enderezo deste artigo para reimprimilos:A influencia de tres elementos de corte na eficiencia de mecanizado
Minghe Compañía de Fundición a Presión dedícanse á fabricación e proporcionan pezas de fundición de calidade e alto rendemento (a gama de pezas de fundición a presión de metal inclúe principalmente Fundición a presión de parede delgada,Fundición a cámara quente,Fundición a cámara fría), Servizo redondo (servizo de fundición a presión,Cnc mecanizado,Fabricación de moldes, Tratamento de superficie). Calquera requirimento de fundición a presión de aluminio, magnesio ou fundición de Zamak / cinc e outros requisitos de fundición son benvidos para poñerse en contacto connosco.

Baixo o control de ISO9001 e TS 16949, todos os procesos lévanse a cabo a través de centos de máquinas de fundición a presión avanzadas, máquinas de 5 eixes e outras instalacións, que van dende as blasters ata as lavadoras Ultra Sonic. Minghe non só ten equipos avanzados senón que tamén ten profesionais equipo de enxeñeiros, operadores e inspectores experimentados para facer realidade o deseño do cliente.

Fabricante por contrato de pezas fundidas. As capacidades inclúen pezas de fundición de aluminio a cámara fría de 0.15 libras. ata 6 libras, configuración rápida de cambio e mecanizado. Os servizos de valor engadido inclúen o pulido, vibración, desbarbado, granallado, pintura, revestimento, revestimento, montaxe e ferramentas. Entre os materiais traballados inclúense aliaxes como 360, 380, 383 e 413.

Servizos de enxeñaría simultánea de asistencia ao deseño de fundición por cinc. Fabricante a medida de pezas de fundición de cinc de precisión. Pódense fabricar pezas fundidas en miniatura, pezas fundidas de alta presión, pezas de molde de varias diapositivas, pezas de molde convencionais, pezas de moldaxe de pezas individuais e pezas de fundición independentes e pezas de fundición seladas. As pezas fundidas pódense fabricar en lonxitudes e anchuras de ata 24/0.0005 polgadas +/- XNUMX polgadas de tolerancia.

Fabricante certificado ISO 9001: 2015 de magnesio fundido a presión, as capacidades inclúen fundición a presión de magnesio de alta presión ata cámara quente de 200 toneladas e cámara fría de 3000 toneladas, deseño de ferramentas, pulido, moldeado, mecanizado, pintura en po e líquido, QA completo con capacidades CMM , montaxe, embalaxe e entrega.

Certificado ITAF16949. Inclúe servizo de fundición adicional fundición de investimento,fundición de area,Fundición por gravidade, Fundición de escuma perdida,Fundición centrífuga,Fundición ao baleiro,Fundición permanente de moldesAs capacidades inclúen EDI, asistencia en enxeñaría, modelado sólido e procesamento secundario.

Industrias de fundición Estudos de casos de pezas para: coches, bicicletas, avións, instrumentos musicais, motos acuáticas, dispositivos ópticos, sensores, modelos, dispositivos electrónicos, caixas, reloxos, maquinaria, motores, mobles, xoias, discos, telecomunicacións, iluminación, dispositivos médicos, dispositivos fotográficos, Robots, esculturas, equipos de son, equipos deportivos, ferramentas, xoguetes e moito máis.
Que podemos axudarche a facer a continuación?
∇ Ir á páxina de inicio para China Fundición a Presión
→Pezas de fundición-Descubre o que fixemos.
→ Consellos recomendados sobre Servizos de fundición a presión
By Fabricante de fundición a presión Minghe | Categorías: Artigos útiles |material tags: Fundición de aluminio, Fundición de cinc, Fundición de magnesio, Fundición de titanio, Fundición de aceiro inoxidable, Fundición de latón,Fundición de bronce,Emisión de vídeo,Historia da empresa,Fundición en aluminio | Comentarios desactivados







